焊接教學 | ||||||||||||||||||||||||||||||||||||||||||||||||
| ●前言: 焊 接工作是電子製作中相當重要的一個環節。不純熟的焊接功夫不僅會導致電路動作不正常(冷焊、短路),甚至會在焊接時損壞電子元件,或者在通電後燒毀元件。 因此任何欲從事電子製作的人都應該了解焊接的原理,才能提升焊接品質,降低不良成品之機率,甚至延長產品之壽命。焊接雖然是門大學問,不過只要稍微花點時 間仔細研究,不需要碩士學位也可以焊接的很漂亮的!! | ||||||||||||||||||||||||||||||||||||||||||||||||
| ●什麼要焊接?
焊接工作中重要的參數有工作溫度、烙鐵頭熱容量(瓦數大小),烙鐵頭形狀、助焊劑種類等。只有在最佳的條件配合下,才能在最短的時間內,用最低的溫度來完成最好的焊接品質。在此本人只能此提供一般的原則,沒有辦法提供詳細的實驗數據。各位要抓住這些大原則,多多嘗試,才可以得到最好的焊接結果。 目 前有相當多比例的電子產品大量運用SMT(表面黏著技術)來製造電子產品,因此電子元件大多是SMD元件,以達到小型化的目的。SMD雖然沒有長長的引 腳,也不需要在電路板上鑽孔,但仍然需要透過焊錫來與銅箔連接。焊接SMD在我們業餘製作中並不常碰到,所以此篇文章不打算做介紹。 | ||||||||||||||||||||||||||||||||||||||||||||||||
| ●認識焊錫: 焊 錫是一種由鉛與錫所組成的合金,將合金調整到適當的比例可以得到該合金的最低熔點。材料行買到的焊錫成份大約都在63%(錫)左右。焊錫成分在61.9% 時熔點為183℃。不同比例的焊錫熔點只會比這個溫度高(單對鉛錫合金而言)。這樣的溫度對我們的神經來說,已經夠高了,因此工作時不得不小心,況且烙鐵 頭的溫度通常是高於300℃的,這下更大意不得了。 有些焊錫還加了其他金屬,例如市面上含銀2%~3.5%的品種,可以增加焊點的機械強度,若用在鍍銀的零件上(建議用2%銀),則可以防止零件上的銀擴散到焊錫上而造成焊點脆化或者變弱的情形。 其他比例的焊錫由於機械強度與熔點的不同,在其他領域也有其用途。另外,為了環保的理由(汽油都不含鉛了,焊錫也要效法一下),許多廠商推出不含鉛的焊錫,改用其他金屬替代鉛,不過一般人用到的機會少,因此不多做介紹。 以下是本人手邊的幾款焊錫,給各位參考參考。
◎可焊性: 並 非所有的金屬都可以用焊接的方式來結合,最明顯的例子就是鋁。鋁非常難焊接,不信的可以試試看。容易焊接的金屬除了錫、銅以外,還有金與銀。所以我們常用 的零件的引腳通常都是鍍上了這幾種金屬,方便焊接。其他金屬例如不鏽鋼,可以藉由特殊的助焊劑來完成焊接,不過電子DIY很少要焊接不銹鋼的,大家也別操 這個心了。 ◎焊錫選擇: 市面上焊錫大都在63%(錫)左右,因此我們可以挑的也不多,購買 的時候注意錫絲的粗細即可,常用的可以買重一點的(大卷的)。焊錫的包裝都會寫成份比例,錫絲粗細,熔點溫度,以及總重量。粗細有很多選擇,焊電路板用直 徑0.8mm以下的比較好,焊導線或比較大的東西就改用1mm以上的。另外記得購買一個焊錫架,方便工作。另外有些焊錫本身含有助焊劑,它是把助焊劑包在 中間,也有完全實心的。那麼該選用有助焊劑的,還是沒有助焊劑的呢?請先看完下面助焊劑的介紹再自己決定。 ◎別忘了,幫焊錫買個家,工作也會更方便。
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ●認識助焊劑: 助焊劑(Flux)的作用是去除被焊金屬表面之氧化物,以及幫助熱傳導。清除金屬表面氧化物可以加強金屬的潤濕性,因此助焊劑對焊接品質的影響是相當大的。 助焊劑可以分為兩大類,一個是松香系(Rosin Type),一個是水溶系(Water soluble)。松香系的助焊劑之活性成分為有機酸,視種類不同添加了不同劑量的的活化劑。
我 們看到的助焊劑有膏狀和液態兩種,其中固形成分(活性劑)有多寡之分,有興趣可以上廣華電子或者製造商網頁看一下助焊劑的資料。而且我們選購助焊劑還會常 常看到"免洗"的字眼。由於工廠大部分採用SMD元件,焊接後清洗工作有一定的困難度,且應應環保之需求,因此特別需要殘留物不導電且無腐蝕性的"免洗" 助焊劑。純松香的助焊劑就是屬於免洗助焊劑。助焊劑若屬於低固型物殘留者基本上就是免洗助焊劑,但是仍要注意殘留物是否據腐蝕性來決定該不該請洗。而水溶 性助焊劑並非配方中含有水,而是可以用水清洗之助焊劑。 液態助焊劑要用在一般電路板手工焊接也是可以的。因為液態助焊劑可以用刷子或針筒來塗在板子上。有些廠商的助焊劑出廠時是膏狀的,可以用稀釋劑調成液狀來使用。很不幸的,一般材料行所販售的助焊劑或焊油,標示都不是很清楚,實在是令人匪夷所思。若不 知道該選用何種助焊劑,我看只好努力用砂紙把電路板先磨乾淨,靠焊錫裡面的助焊劑算了。不過助焊劑在焊接過程中是很重要的角色,不是配角。 ◎助焊劑選用原則: 1. 待焊物體種類,如果目標金屬是屬於比較難焊的,則需要活性強的助焊劑。 2. 零件安裝方式,如果是SMD零件,則需要免洗助焊劑,以免殘留物不易清除並且造成短路現象。 3. 電路板複雜度,多層板,高密度板,需要固形物較多的助焊劑。 4. 焊接方式,自動/手動錫爐或者波焊適合液態助焊劑,手工焊接適合膏狀助焊劑。 5. 若事先清潔銅箔與零件之氧化層,配合含助焊劑之錫絲,則可不用另外加助焊劑。若有不易焊接的情形請適當加助焊劑。 6. 用水溶性助焊劑因為殘留物的腐蝕性比松香系的強,若清洗不乾淨後果相當嚴重。 ◎殘留物之清潔: 不 管是用了什麼種類的助焊劑,最好還是做一下清潔工作,並且確實做好絕緣防潮,才可以延長電路板的使用壽命。因為即使用了松香助焊劑,若在高溫下,其殘餘物 還是會熔化而產生傳導性,電路板超過65℃的話一定要做清潔工作。松香助焊劑要用溶劑來清除,市面上有PCB清潔噴罐。水溶性的助焊劑可以用溫水來清除。 ◎注意事項: 松香系助焊劑在高溫下可以維持較久的時間,因此可以包覆烙鐵頭並防止烙鐵頭氧化。但是由於助焊劑有活性,因此過量時會侵蝕烙鐵頭,因此請勿使用過量助焊劑。水性助焊劑因為容易因加在高溫下不穩定,因此保護烙鐵頭的效果不佳,建議使用此型助焊劑時烙鐵溫度不要過高。 | ||||||||||||||||||||||||||||||||||||||||||||||||
| ●認識電烙鐵: 電烙鐵是焊接工作時的熱能來源,焊接溫度通常超過250℃,甚至高達500℃左右,因此使用時不得不注意安全。 常 見的電烙鐵有筆型和槍型,有塑膠柄和木柄。木柄的通常比較便宜。不過便宜的東西好像特別容易壞.......除了外觀的不同之外,電烙鐵有分直熱型和旁熱 型,旁熱型的電烙鐵很容易分辨,於烙鐵尖端可以看到兩根螺絲鎖住烙鐵頭。直熱型的日製品最多,大家可以看到烙鐵頭是由套筒套住(烙鐵頭可交換)。其中以直 熱式的效率最高。本人目前服役中的電烙鐵皆為直熱式(日本goot製品)。發熱方式大多採用陶瓷電熱器。 電烙鐵還有瓦數的 區分,發熱量越大的,瓦數就越高。大瓦數的電烙鐵通常烙鐵頭也會比較大,適合做重型焊接。小瓦數的烙鐵則配細的烙鐵頭,適合一般的電路板零件焊接。有些電 烙鐵有兩段式加熱功能,比如說平常只有30W,一按下開關馬上提升到150W。不過要注意閱讀使用說明書,有些廠商會建議不要按下開關超過太久的時間,否 則會損壞電烙鐵。 電烙鐵另外一個特異功能是溫度控制能力,也就是使用者可以調整烙鐵尖端的工作溫度。當然不是每一種都可以 調整。本身無調溫功能的必須另外購買調溫器來使用。市面上溫控烙鐵種類繁多,有的採用PID控制,溫度的穩定度相當好。而我本身使用的溫控烙鐵沒有PID 控制,因此只能說好處在於焊接後可以很快回復到設定的溫度,過程中溫度下降幅度大於有PID控制的機種。 烙鐵另外一個重要 的參數是絕緣電阻,因為有些IC對電壓比較敏感,因此有的廠商採用24V AC來供應電熱絲,並且絕緣阻抗都拉的很高,比如說1000MΩ。如此可以防止因為漏電而導致敏感的半導體零件損毀。另外有的烙鐵會強調抗靜電能力,在烙 鐵把手,纜線,以及控制主機上採用了抗靜電的材質來防止靜電的產生,用以保護對靜電相當敏感的元件。本人的愛機goot RX-711 AS即是這類型的,日本goot公司製造了相當棒的焊接工具,備用零件也相當充足(不過很貴,比如說烙鐵頭一支NT:195),是我最愛的廠牌。雖然東西 有點貴但是用起來很爽。 ●認識烙鐵頭:
另 外,烙鐵頭通常都經過特殊表面處理,因此千萬別使用挫刀去磨烙鐵頭。雖然烙鐵頭本身是消耗品,我們還是要做一些保養動作,才可以讓焊接順利進行,進而延長 烙鐵頭的使用壽命。秘訣不外乎不要過熱,使用中要保持清潔,以及使用保養品。實際方法會在焊接實務操作中說明。市場上口碑最好的是日製的烙鐵頭,壽命比較 長。
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 待續............. 轉錄自 http://www.diyplayer.com/modules/tinyd2/rewrite/soldering.htm 廢話不多說立刻看 顯卡的大絕"醬爆十字"  中招了怎麼辦? 沒關係,畫幾張圖就解決了 首先購買電容! 注意電容上面會有容量還有電壓 像我的是1000uf還有6.3V 建議購買一樣的較保險 如果你想換更高階的,就祈禱不會出事吧 在來每顆電容都有正、負極之分,千萬不能搞錯 電解電容通常旁邊會有個條紋上面畫著負號即代表那邊的針腳是負極,若是畫加號則是正極 固態電融則是會有某一邊有塗上色塊,那邊就代表負極 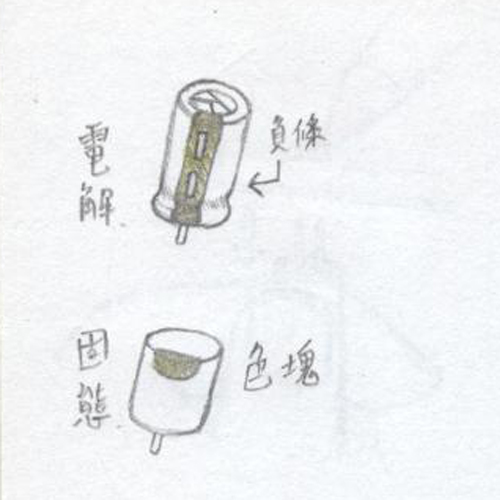 版子上的插槽當然也有正負分 一般是有塗白色塊為負極,空白沒上色的就是正極 但重點來了,有些版子是剛好相反,千萬要注意 所以在換電容之前最好先觀察舊電容在版子上的正負極方向,以防插錯就真的再見 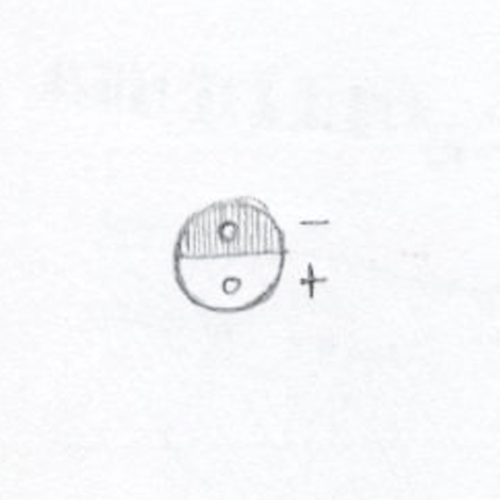 當電容購買好後也觀察好正負方向問題 下一歨就是拔除醬爆十字電容 首先當然是將烙鐵插電準備  等他溫度夠之後選定目標 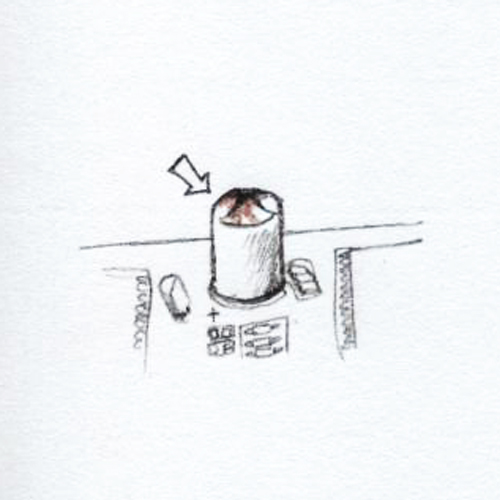 將版子翻到背後看到那兩跟腳  上一駝錫包住兩跟腳並用烙鐵持續加溫,可輕鬆同時軟化兩跟腳原有的錫  加熱的同時另一隻手則在背後開始輕輕拉要拔取的電容,稍微一陣子就能拉下來了  取下電容後記得把原本那駝錫也弄掉不要繼續留在版子上 接下來是最大問題 電容取下了,但洞卻被剩餘的錫給封住了,無法將新的電容換上  市面上有種可以吸錫的工具,就一樣給他加溫的同時就邊吸就可以清乾淨 但要是你跟我一樣沒有吸錫的工具怎麼辦? 我的做法是拿圓規的針腳去慢慢鑽  圓規的針腳堅固,大小又不錯,拿來挖剛剛好 只是要注意不能太粗魯,小心的將錫挖出足夠讓電容針腳穿過的洞即可 千萬注意不能傷到版子 過一些時候就穿過啦  洞鑽好後當然就是將新的電容重新焊上去,但千萬注意正負極方向 完成後就有不一樣的感覺啦 賓士紋上身 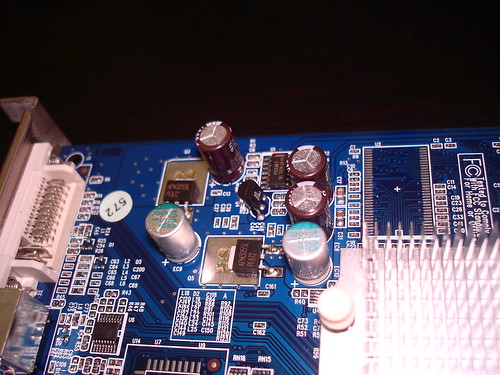 最後,至於怎麼焊的漂亮,就不要問我啦! 我的技術不好只能夠將他固定上去而已 還有換電容有一定的失敗率,雖然換的漂亮但未必會成功,我也不清楚原因 有可能是靜電還是什麼的,大家可以試著戴手套 PS:由於操作時不好照相所以改用事後手繪取代 轉自mobile01 更換電腦主機板電容教學2005年11月04日 類型:原創 作者:oc.cn 編輯:李嘉 電容爆漿,空焊位太多,芯片組散熱不好,BIOS功能不全,這些板卡問題一直困擾著我們這些超頻玩家。有些動手能力很強的玩家,會自己想辦法對板卡進行改裝,更換電容是一個相對簡單改造方式,據眾多玩家反映能夠有效的提高超頻之後的穩定性,而且能夠有效的提高CPU和主機板超頻能力。然而一提起更換電容大部分人都覺得是天方夜譚,連想都不敢想,其實則不然! 最近一家網站放出了精心主機板電容改造教程,通過實例和大量的圖片向大家介紹了完整的改造過程,相信對與有更換電容衝動的玩家們會有很大的幫助。 首先我們來看下,改造的對象:ASUS P4P800主機板、P4 3.0C處理器、X800 VGA CARD/512M DDR400*2 RAM。雖然這套配置一點問題也沒有,而且一直都中規中距沒任何故障。可最近卻手癢癢,很想把主機板上的電容全部換掉!希望它變得更強,更穩,更長壽!  換電容前的平台,主機板上全是平凡的電容,按照以往的經驗它們的壽命鐵定不長,況且還是在一個BT下載愛好者的手裡。 換?要換什麼電容呢?(既然是為自己的主機板換電容,當然要換高級貨,不然更換就沒有意義了)。我們先從網上硬件玩家的推薦中選擇了目前口碑最好的電容--Sanyo Oscon固態電容,其次是Rubycon MCZ紅寶石電容。可以想像如果把主機板上所有電容更換成Sanyo Oscon電容是何等壯觀!很可惜最終只買到部分Oscon電容,結果採用一半Sanyo Oscon、一半MCZ。 ● 小提示: 選擇新電容標準:電容電壓等於或者大於舊電容;容量uf等於或者大於舊電容。  說到Sanyo電容,我們經常能在一些普通PC主機板上看到它。如上圖,雖然也是Sanyo電容,但只是SANYO的低端產品,與Sanyo OSCON電容 (下圖)可不是同一個檔次的產品。 
 更換電容需要用到的工具,最重要的應該是烙鐵,在使用前我聽取別人的意見,說30W~40W為佳。但比較使用過後,我可以很肯定的說選擇60W電烙鐵才是 最明智的。但由於電烙鐵功率更大,不能在線路板上停留時間過長,撐握使用焊錫膏(助焊劑)與吸錫器則是順利完成改造的關鍵。  在更換前需要確認每一個電容的實際工作電壓,把主機板裝上CPU,散熱器,RAM,啟動後在主機板背面測出每個電容的工作電壓,並且做記錄( 如下圖)。當然適當做記錄有利於把失誤機率降到最低。 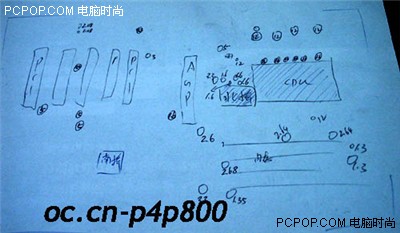
Step 1:主機板的背面,在電容的正負腳上塗上焊錫膏。 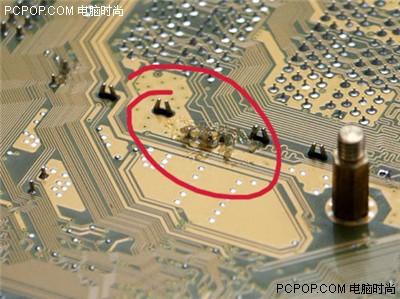 Step 2:60W的烙鐵停在錫上,吸錫器盡量緊挨。把錫吸乾淨。
Step 3:再在焊點上加點熱,熔點殘存的錫,即可拔出電容。  Step 4:拿出電容後,若還有錫留在孔上,則用下圖這個方法。別忘了加焊錫膏呦! 
電容可以從腳來判斷,長的是正極,短的是負極。電容身上,有半邊顏色塗料的是負極。  而主機板卻不是統一的,主機板電容位都有半邊是白色的。但有些主機板是正極,有些是負極。確定正負極需要參考更換之前的電容,或者看主機板上有無標明+/-極。 Step 6:拆除舊電容,在兩個針腳孔上加上焊錫膏。 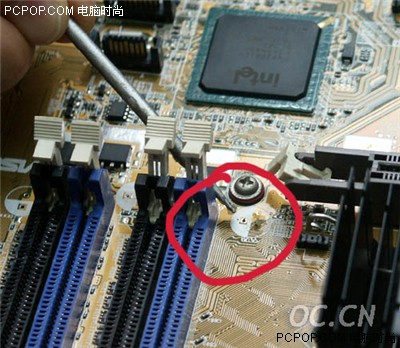 Step 7:裝上電容,在背面同樣加焊錫膏(如下圖),接下來就是加上焊錫了。加焊錫就得看自己技術,也不難,但要細心掌握時間。 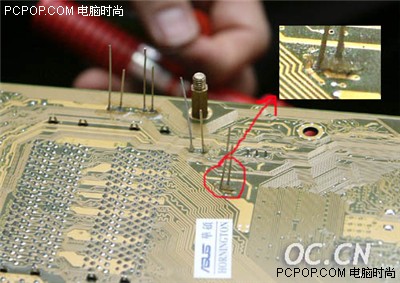
Step 8:剪掉多餘的針腳。  Step 9:當完成全部更換,還不算完工,重新檢查一下焊點,以及清掃乾淨主機板表面。  徹底清除焊錫膏後,如果有小件到電子市場買一支專門清洗線跟板將是最完美的結局!  換上的電容一共花了270元RMB。雖然SANYO OSCON的電容夠貴,可它的固態電容的確是物有所值。  看看上面的圖片就知道電容全部更換成功,沒有全部換成OSCON的電容實在有點可惜,雖然最好的實際效果不敢說,但至少看上去氣派啊! 那換了電容之後有什麼不同呢?老實說我換完後一點底也沒有。甚至擔心開不了機,但真正開機後卻讓我很驚喜! 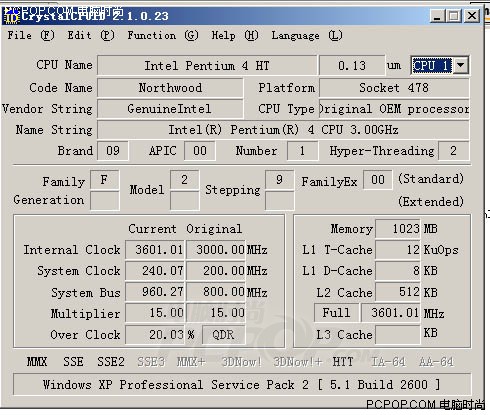 換了電容後大有不同,沒換之前3.0G的主機板不能在3.6GHz與RAM同步,只能異步可以入系統,現在換了電容後可以在3.6GHz與RAM同步並進入系統正常使用。 另外玩《帝國時代3》,未換電容前超頻3.3GHz畫面會有明顯的破損情況,現在換了電容後超3.3GHz居然畫面破損沒有了,而且也穩定了許多!以前經常聽到主機板出了問題更換電容後就穩定了,但這次正常的主機板更換後也會更穩定,更能超! 不過壽命與長時間的穩定性則要用時間來考驗,相信更換後的電容會為整個系統帶來各方面的提升。 轉錄自 http://tw.myblog.yahoo.com/sodown5805/article?mid=761&prev=801&next=692&l=f&fid=11 基本焊工教學 - 清理焊點(使用吸錫線) 小弟修了一大堆各位同學玩爛的電路板,普遍遇到的狀況都是.. 焊不好,然後又不會解焊,或者不會用吸錫器(槍)... 導致焊點越焊越糟,甚至連銅箔都玩壞了.. so...小弟今天就來教教大家使用吸錫線..超簡單的輔助工具.. 不需學習,看一次就會,只是成本稍高,有長久diy打算的玩家.. 還是得花時間練習使用吸錫器呦 首先..請看電路板最左邊的那兩個焊點..等一下示範將焊點清乾淨  這就是小弟最常用的吸錫線..goot的.. 只要吸錫器較難吸的gnd點,小弟都是改用這個!!  使用方法很簡單..吸錫線壓在焊點上,然後烙鐵再壓上去  瞧~~錫自己吸上來了  吸完後未清理的樣子..已經很乾淨囉.. 再拿酒精擦一擦就行了!!  遇到某些較不好吸的場合,只要將吸錫線沾點焊油,就可以吸起來了.. 小弟的秘技之一呦...希望大家都看得懂!! 轉錄自 http://blog.neochen.com/trackback.asp?tbID=432 基本焊工教學 - 拖焊IC(方法2:使用特殊助焊劑) 這個方法有點麻煩..因為助焊劑的取得不易, 小弟是找身邊的工程師借就有,各位如果找不到再email問我 這個焊法跟使用焊油的差不多,差只差在使用的助焊劑不同.. 一開始一樣,右上角先植上一小沱錫  用手指將IC固定並焊上  右上角焊上  左下角焊上  再來主角登場.. 就是這罐..我稱它為神奇水的東西.. 噴上它後,錫會自動吸附在IC腳上,且不留殘渣,水容性,拿水或酒精 就可以擦乾淨,不會留下之前介紹的那種焊油痕 小弟焊IC時都是噴這個  噴上  一小沱即可  拖法跟上一篇一樣,由左而右,不過這個助焊劑的成份特殊.. 烙鐵頭留在IC腳的時間要稍微拉長,由左拖到右的時間大約在3~4秒間  烙鐵頭壓上,助焊劑就會揮發,如下圖,然後慢慢的托~~  看..錫會跟著烙鐵頭跑,並且剛剛噴的助焊劑會揮發掉  搞定..最後在最右邊,如果之前植錫太多,就會留下一點... 大部份例子也都是這樣,會留下一點點.. 下面教你如何不用吸錫線撥乾淨  先將烙鐵頭肚靠上IC腳..技術不好的,先抹點焊油  由內往外撥...只要記得烙鐵頭先靠上,等個半秒,再快速往外撥出 速度要自己體會...多撥幾次各位就會瞭解..  撥出來後...IC腳就乾淨囉!!  焊好未清理前的樣子...僅有一些些助焊劑殘餘... 重點是..棉花棒加個水,擦一擦就乾淨囉..  不會像焊油會吸附在IC肚子裡,清不乾淨!! 所以小弟焊IC時都是用這罐神奇水!! 轉錄自 http://blog.neochen.com/trackback.asp?tbID=435 ps:神奇水是Flux ESD-Safe Digital Soldering Station, 50 Watts
Click a tab, to view the section relative to its name.
| ||||||||||||||||||||||||||||||||||||||||||||||||
2009年4月29日 星期三
銲接教學文章收集









 Sanyo Oscon電容樣子很特別
Sanyo Oscon電容樣子很特別 








訂閱:
張貼留言 (Atom)
沒有留言:
張貼留言